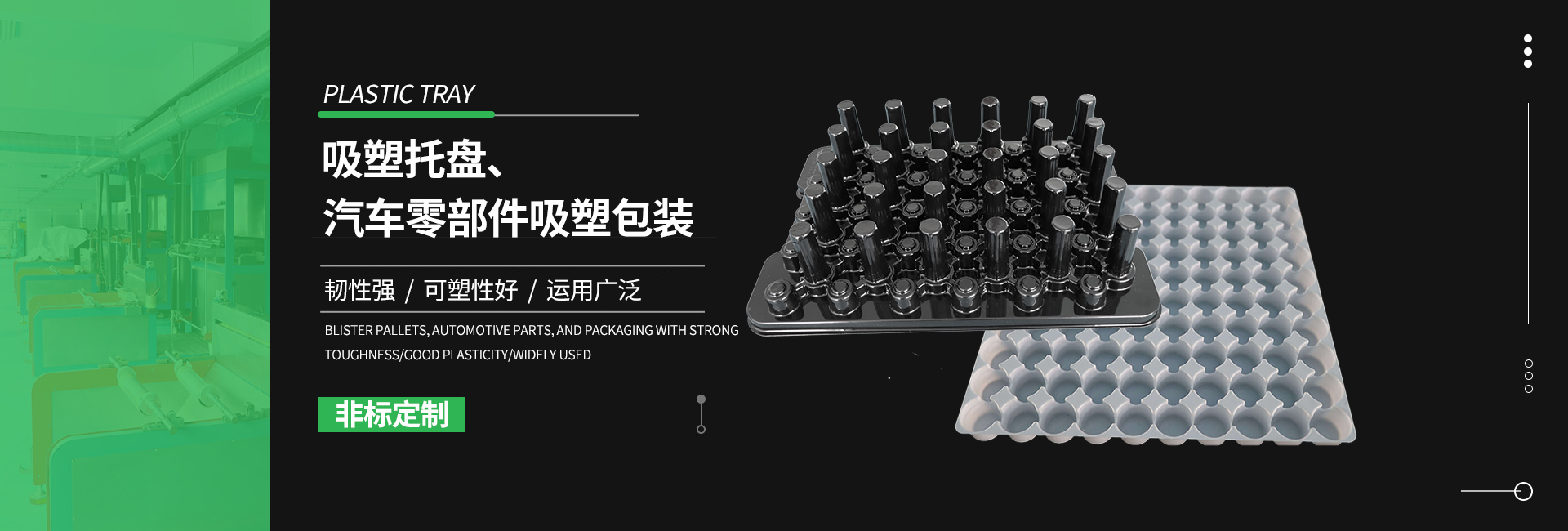















吸塑包装在生产过程中,吸塑不成形是指材料形状变形,没有吸塑成与模具相同形状的产品。吸塑机吸塑形状的改变,原因可能有以下几个方面:
乐发welcome 1、片材加热温度太低。具体改善方法为:
乐发welcome (1)调整(延长)加热时间。
乐发welcome (2)提高电炉温度。
(3)检查电炉是否损坏(部分)。
2、吸塑机真空眼堵塞。具体改善方法为:
(1)检查真空眼是否堵塞,真空孔是否足够。
(2)将模具表面真空眼重新钻孔,保持畅通。
3、吸塑机真空不够。具体改善方法为:
乐发welcome (1)增大抽真空时间。
(2)换用较强功的真空泵。
乐发welcome (3)检查模具是否漏气,密封是否良好。
4、上模配合不当(未压到位)。具体改善方法为:
(1)仔细观察上模压下来,查看不到位的位置,检查助吸是否恰当。
(2)加快上模下降速度。


清晰度的细节由以下几个因素:塑料板材厚度成型板成型温度真空成型力的注塑成型模具温度模具排气系统的厚度方向型LED伸长高抗冲聚,聚,聚乙烯,ABS和PPE是成型产品,为清晰起见,良好的塑料。PC机,APET,PVC的一些成绩只能获得足够的清晰度一定的条件下。
乐发welcome 选择成型温度较高,细节的准确性。的结晶性塑料,如APET片,心肺运动试验是一个例外。如果材料厚度大于4mm,吸塑片成型后会变薄以获得更好的细节的定义,那么我们必须有足够的材料加热。如果需要的话,你可以减少加热强度,长时间加热周期。形成的力越大,就越容易被高清晰度。请注意:许多塑料片材,成型机力(如真空成型),以弥补较高的成型温度。上述标准也适用于该地区的图纸为4:1或形成1:2的高宽比。


本网站全力支持关于《中华人民共和国广 告法》实施的“违禁词”相关规定,且已竭 力规避使用“违禁词”。故即日起凡本网站任意页 面含有“违禁词”介绍的文字或图片,一律 非本网站主观意愿并即刻失效,不可用于客户自身 行为的参考依据。凡访客访问本网站,均表示认同 此条约!感谢配合!
您好,欢迎莅临方立包装,欢迎咨询...




