




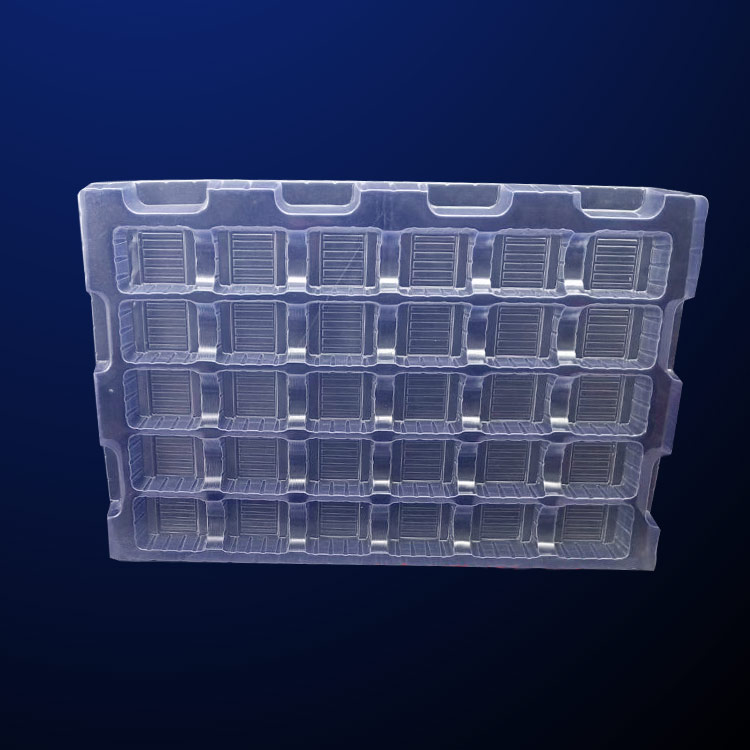

厚片吸塑包装乐发welcome加工加工工艺可选原材料广
厚片吸塑加工可生产制造的少制品是药丸的包装制品或腕表用的充电电池,还可以生产制造十分大的制品,例如3~5m长的花苑蓄水池。成型原材料的薄厚能够 从0.05~15mm,针对发泡塑料,薄厚可做到60mm。一切一种热固性塑料或具备类似特性的原材料都能够开展吸朔加工。
在厚片吸塑加工生产制造时必须对片材开展激光切割,这可能造成边角余料。将这种边角余料破碎后,与原先的原材料相融,可再一次做成片材。








吸塑包装厚吸塑,和吸塑包装的薄吸塑生产方式差不多,都是以真空吸塑为主。厚片吸塑是指所用的原材料厚度超过2mm,无法在全自动机器上吸塑成型,必须采用厚板材的半自动吸塑成型机加工生产的技术。
厚片吸塑大致流程:人工上料---压料框下料(自动)--加热炉自动复位加热(自动)---防垂(自动/可选择关闭)----加热炉后退(自动)-----吹泡(自动/可选择关闭)----下模台模具上升(自动)-----真空成型(自动)-----冷却(自动)-----反吹气脱模(自动)-----下模台模具下降(自动)-----压料框上升(自动)-----人工取料。


当被吸塑包装的产品质量在50kg以上或包装木箱的体积在1m3以上时,在箱身档的棱角处必须钉上铁包角,对于端板为整块板而无端档的木箱、纤维板箱以及电力传动控制设备的包装木箱,在木箱封钉之后,必须用钢带钉牢于木箱四周,木箱两端各钉一道。 自发货之日起,在正常的储运条件下,包装箱的保护期限为1年。在此期间内,被包装的产品应完整无损。
吸塑原材料对成品外观的影响 在吸塑片材经过热加压成型制作成成品的吸塑包装产品时,细节的定释为模具的轮廓塑造副本标准的准确性是非常小的圆角半径的接触看到模具的表面和表面结构(皮革和木纹)。


本网站全力支持关于《中华人民共和国广 告法》实施的“违禁词”相关规定,且已竭 力规避使用“违禁词”。故即日起凡本网站任意页 面含有“违禁词”介绍的文字或图片,一律 非本网站主观意愿并即刻失效,不可用于客户自身 行为的参考依据。凡访客访问本网站,均表示认同 此条约!感谢配合!
乐发welcome 您好,欢迎莅临方立包装,欢迎咨询...




