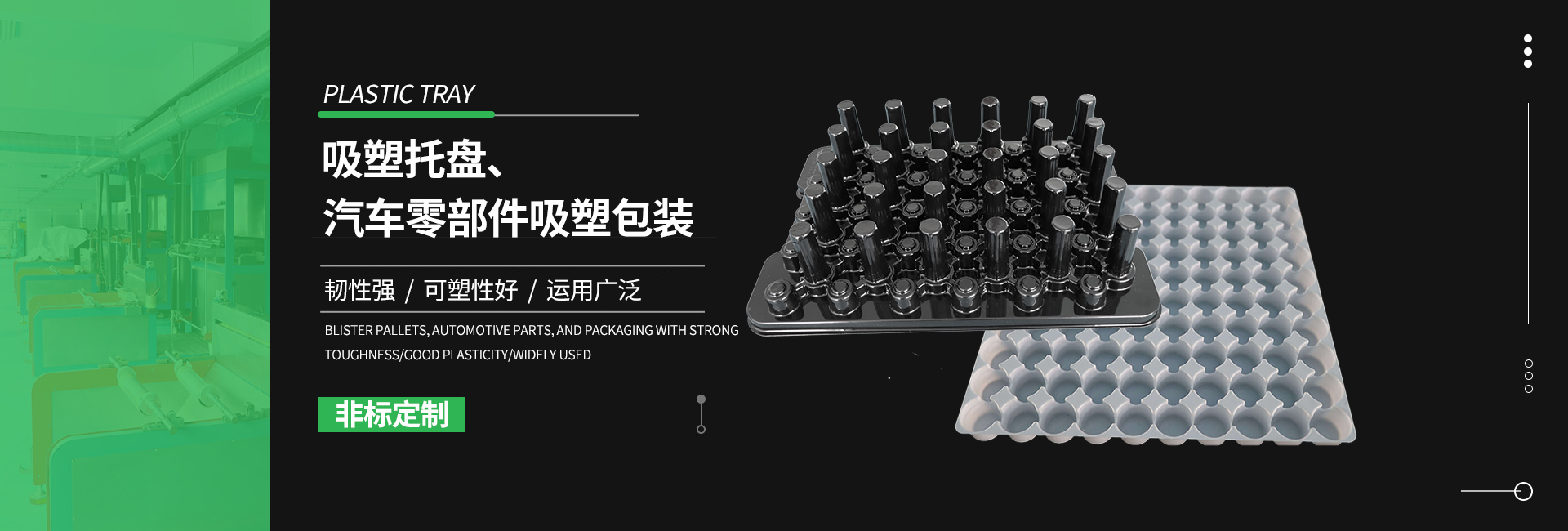







厚吸塑模具是怎么做的 吸塑加工要想定向成形,就必须借助模具--吸塑模具,吸塑模具就是指在吸塑生产时所用的模具,成本低的是石膏模,其次是电镀铜模,贵的是铝模。 一般情况,我们会在模具内钻上小孔,用于真空吸附热化的硬胶片,形成吸塑产品。吸塑制作工艺技术应用的是空气压力的原理,利用吸塑机设备进行生产各种产品包装,地板砖模具和工艺模具的实用型生产技术,该技术用途十分广泛,生产快捷,投资小,,效益高。 1、设备与工具 准备设备:真空吸塑机一台套; 工具:模具; 材料:聚或聚乙烯塑料片卷材(规格根据生产品种选择不同厚度片材)。 2、生产工艺 (1)模具制作及加工 客户下单后,根据用户的要求和样品规格,首先制作好吸塑模具,一般条件下,都是利用石膏制作的吸塑模具,但也有用木雕及金属雕刻的产品作模具。 石膏模具制作好后,先让其自然干燥完全或是烘干,然后根据产品表面凸凹具体情况,用1-2毫米的钻花在不影响产品包装模样的低凹处钻许多小孔,如果是包装盒之类产品,还得在四周边上钻一些小孔,以便吸塑生产时,能将空气抽出。 模具钻好孔后,还得将石膏模具进行加硬处理,加硬处理方法是用浓明矾饱和液浸泡后晾干。 (2)材料的软化 模具处理干燥完全后,将模具装入真空室上层铁板上,然后根据模具大小,将塑料片载成适用规格尺寸,然后将此片材放入加热木柜内,使其完全固定好,再将木柜连同塑料片材置恒温炉上进行软化处理。 (3)吸塑成形 将软化处理好的塑料片连同木柜,置于真空室中,开动吸气开关,将真空室内空气吸抽干净,待塑料片冷却后,即得到与模具相同的凹型包装或工艺模具。 (4)包装整理 将生产出来的产品进行修边整理即为成品产品,再经包装后即可出售。







厚片吸塑的价格与优势 厚吸塑产品价格计算 厚吸塑价格=产品材料成本+能耗+人工及运输+利润 能耗:吸塑是通过热加工的,耗电能相对其他行业较大,大致为产品材料成本的8% 人工:吸塑主要靠机器生产,人工较少,大致为产品材料成本的10% 运输:根据客户离本厂距离而定, 利润:吸塑厂的纯利润一般很低,12%-20%,根据付款期限而定,30天结帐为14% 材料成本:产品材料成本的计算比较复杂,计算之前首先搞清以下几方面数据: 原料价格:根据产品的用途,确定采用何种材质和等级的材料,寻该种材料供应商 胶片厚度:预诂该产品须用多厚的胶片制作,要根据成型各部位的厚度和形状而定 排版数量:根据产品外形尺寸和形状,计算一版能排多少个模,排密了会降低产品质量,排稀了会增大材料损耗,使成本上升 材料损耗率:主要因素为产品形状、产品数量以及外形尺寸与吸塑机底盘适配程度,形状越方正、产量越大,损耗率就越小 材料成本的计算公式: 产品材料成本=1吨原料价格 / 1吨原料产成品数量 1吨原料产成品数量=1吨原料长度 / 吸塑模板长度 X 排版数量X (100%—材料损耗率) 1吨原料长度=1吨 / 材料密度 / 胶片厚度 / 宽度(吸塑底盘宽度) 其中材料密度(PVC为1.36T/M3)、吸塑底盘宽度(0.51-0.71M)、模板长度及其他四项参数均靠经验估算

厚片吸塑模具选择 厚片吸塑模具一般有石膏模、电镀铜模和铝模三种: 石膏模:用石膏在半湿的状态下雕刻成型,然后烘干即成模具,石膏模成本低,易于修改,但石膏模精度不够高,表面不光滑而且易碎不耐用,因此它常用来打样、做电镀铜模的模种或一些要求不高小批量生产的吸塑模具。 铝模:用铝锭通过机械(车床、铣床、CNC等)加工而成。铝模精度高、表面光滑而且,但价格非常贵,铝模一般用在精度要求较高铜模达不到的吸塑产品上。 电镀铜模:用石膏模种制成样品后,电镀一层铜壳即为电镀铜模,成本相对石膏模高,但比铝模便宜得多,因其表面光洁耐用、低成本的优点,电镀铜模是常用的一种吸塑模具。

本网站全力支持关于《中华人民共和国广 告法》实施的“违禁词”相关规定,且已竭 力规避使用“违禁词”。故即日起凡本网站任意页 面含有“违禁词”介绍的文字或图片,一律 非本网站主观意愿并即刻失效,不可用于客户自身 行为的参考依据。凡访客访问本网站,均表示认同 此条约!感谢配合!
您好,欢迎莅临方立包装,欢迎咨询...




